

达克罗技术的发展与无铬达克罗
MonroeD,2013-10-11
摘要:本文介绍了达克罗和无铬达克罗技术的发展过程及达克罗涂层的组成、防腐蚀机理、优异性能和不足之处,论述了达克罗技术被无铬达克罗技术代替的必然性。本文对无铬达克罗涂层的组成和性能特点也作了简单介绍。
关键词:达克罗;锌铬膜;无铬达克罗;涂层;腐蚀;氢脆;污染
1、概述
达克罗是单词“Dacro”的音译,商品名称“Dacromet”,能体现技术特点的中文名称又叫锌铬膜涂层,是一种上世纪60年代由美国发明的一种高耐蚀涂层。达克罗技术自1993年开始引入我国,开始是直接外购涂液,之后才在涂液配方、涂覆工艺、涂覆设备、防腐机理、涂膜性能等方面有了比较深入的研究,并使这一技术迅速得到推广应用;在此之前几年虽有一些研究,但都没有取得突破性进展。目前,我国已经有了近千条达克罗涂层生产线,从原材料到配方、工艺、设备等各方面都已经实现了国产化。
相对于电镀锌、热侵锌和一般有机涂层,达克罗技术是以标榜无公害、无污染、无氢脆、高耐热、和高耐蚀等优异性能而受到追捧的;自引进我国以来发展也相当迅速。但是,随着研究的发展,人们发现从它的原液、涂覆生产过程以及涂膜中都存在Cr+6污染问题,尽管其工艺对基体金属无氢脆影响以及高耐热、高耐蚀涂层特性仍然还是各行各业各种用途所追捧的。于是,达克罗技术在诞生之后50多年,在中国引进20多年之后,已经有了被一种叫做‘无铬达克罗’的技术代替的趋势,只是目前这种技术还处在研究发展的初期,要达到从理论到工艺的完全成熟还有一个过程。
其实,达克罗,锌铬膜,是以其中有铬(包括Cr+6和Cr+3)存在而特征化的。无铬达克罗,其中已经没有铬,从防腐机理到使用的材料已经有所不同,只是要取达克罗的无氢脆、高耐热、高耐蚀特征而已。达克罗和无铬达克罗有很多相似之处,也有很多不同之处,以下分别加以介绍。
2、达克罗
2.1达克罗涂料的组成
达克罗涂料的主要组成及含量(g/L)为:
CrO3[即铬酐] | 30~100 |
片状金属锌粉/铝粉 | 50~500 |
还原剂 | ≤20 |
活性剂 | <5% |
液体介质[水等] | 适量 |
根据物料性质,达克罗涂料一般分成两组分或三组分存放,在使用前混合到一起,配置好的涂料保存时间不会很长。
2.2达克罗的成膜和防锈机理
将达克罗涂料浸涂、刷涂或喷涂于钢铁零件或构件表面,经过300℃左右烘烤形成以鳞片状锌/铝及其铬酸盐为主要成份的无机防腐蚀涂层。
三氧化铬在涂层的烧结过程中被还原成三价铬,生成不溶于水的无定形nCrO3.mCr2O3
和锌/铝铬酸盐,起连接、包裹片状金属的作用,同时钝化基体和鳞片金属表面。
片状金属锌/铝均匀分布于膜层中,在金属表面经过数十层的相互重叠并经过铬氧化物-铬酸盐的粘结,形成厚约4-8μm的致密膜层,起到阴极保护作用和对外界的阻隔作用;鳞片金属锌/铝是膜层的主要成分。而鳞片铝的加入具有抑制锌片反应析出的作用。
有机还原剂促使Cr6+转化成Cr3+并提高膜层的结合力和表面质量,还能防止Cr6+析出而导致的脱层现象。
其余添加剂主要包括增稠剂、分散剂、悬浮剂、消泡剂和增湿剂,从分子结构上看它们都是表面活性剂。

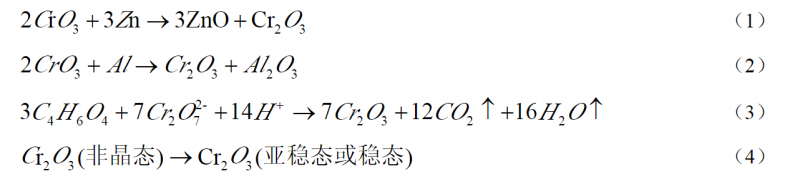
达克罗的固化过程中主要发生两种类型的反应:一种是六价铬化合物还原成三价铬化合物的反应(反应1-3),这种反应温度在240℃左右进行;一种是三价铬化合物的晶型转变过程(反应4),这种反应温度在300℃左右发生。
表面上看,达克罗成膜过程中排出的只有二氧化碳和水汽,所以被称为无公害无污染。
达克罗涂膜通常为银白色或略带黄色(根据铝粉加入量),具有亚金属光泽。随着使用的深入和实际应用的需要,多色彩达克罗涂层也相断开发,有黑色、红色、蓝色、绿色和黄色的达克罗生产。我国汽车、军工行业对黑色、军绿色的需求较强。
2.3达克罗的涂覆工艺过程
达克罗的涂覆过程有点类似油漆:
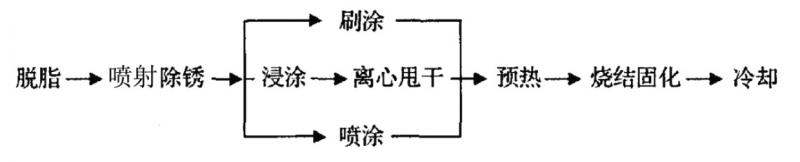
工艺过程不经过酸洗,不会给工件带来氢脆。
通过达克罗液涂覆后,工件必须尽快在60~80℃的温度下预烘10~15分钟,使水分蒸
发,流平均匀。
达克罗的固化温度为280~330℃,时间25~40分钟。
达克罗涂层每层只能达到3~4μm,所以一般至少需要二涂二烘甚至三涂三烘。每次涂覆前需要重新把工件冷却到室温。
国标GB/T18684《锌铬涂层技术条件》规定了达克罗涂层的厚度分级要求和各等级涂层的耐盐雾腐蚀要求。
2.4达克罗涂覆设备
达克罗液中含有的铬酐是对人和环境毒性非常强的物质,所以需要专门设计的涂覆设备、预热设备和烧结固化设备。对于螺栓螺母和小零件,还需要甩干设备。喷砂设备也必不可少。
要实施达克罗涂层,必须要根据零件的大小、形状、重量和质量要求等设计专门的生产线。目前国内已经具备达克罗涂覆生产线的设计能力。
2.5达克罗涂层的优异性能
达克罗涂层有以下方面的优异性能:
1、超强的耐蚀性能:达克罗涂层厚度仅4-8μm,但其防锈效果却是传统电镀锌、热浸
镀锌或涂料涂层的7-10倍(同等厚度),耐盐雾性能可以达到1200小时以上。
2、与传统电镀锌、热浸镀锌不同,达克罗采用喷射除锈而不采用酸洗除锈,所以不会给基体金属带来氢脆。所以达克罗特别适用于高强度螺栓、弹簧等防腐蚀。
3、高耐热性:达克罗可耐高温腐蚀,耐热温度可达300℃以上。
4、配合精度好:达克罗涂层厚度仅4-8μm,不影响螺钉螺栓等配合。
5、结合力及再涂性能好:与基体金属和其他涂层结合力好。
6、渗透性好:特别适用于深孔、狭缝、管件内壁等难以电镀锌的部位。
目前在汽车、风电、电力、航空工业等领域,已经把涂覆达克罗定为必不可少的防腐蚀标准,特别是对于螺钉螺栓等高强度有配合的中小型标准件。
2.6达克罗技术的缺陷
随着研究的深入,人们意识到达克罗并不是绝对地绿色无污染无公害技术,同时达克罗技术还有其他一些缺陷。
1、污染问题:首先,达克罗液中铬酐含量很高,在配制和使用的过程中人们难免会接
触到它,使用它的容器和设备也难免会沾染,成膜过程初期也难免会随着水汽蒸发(这可以从电镀铬工艺体会到),因此在从溶液配制到涂膜制成的过程中要做到完全无气、液、固有害物质排放非常之难,否则环保设备投入非常大。再有,达克罗涂膜再耐腐蚀也有破坏的时候,涂膜中的六价铬必然会释放出来。
六价铬对人体的毒性和致癌性都极强,目前许多国家对六价铬都有极为严格的限制标准甚至禁止使用,因此成为达克罗难以逾越的障碍。于是,国内外都已经开始着手(首先从国外开始的)达克罗液无铬化研究,并已经取得了一些成就。
2、烧结温度较高,能耗较大。
3、表面硬度不高、耐磨性不好,与异金属接触还存在电偶腐蚀问题,影响制品的表面质量及防腐性能。
3无铬达克罗
3.1无铬达克罗技术研究的起因
前面已经提到,无铬达克罗技术研究的起因在于六价铬的极大危害性和达克罗涂层极其卓越的耐蚀性以及其他一些优越的性能。前者需要避免而后两者需要保持。
3.2无铬达克罗研究的状况
目前,无铬达克罗研究比较成功的主要是国外的一些公司,国内研究只在起步阶段,虽然取得了一些专利,但没有大规模投入使用。
无铬达克罗涂层主要采用有机硅、无机硅、钼酸盐、钨酸盐、磷酸盐等作为粘结剂,同样采用鳞片状锌/铝微粉作为主要填充成分,并通过封闭等一系列后处理,达到与含铬达克罗涂层同样优异的防腐蚀性能。
3.3无铬达克罗的防腐蚀机理
无铬达克罗的防腐蚀机理与含铬达克罗类似,主要靠粘结剂的粘结、鳞片状锌/铝微粉的屏蔽作用和阴极保护作用、锌腐蚀的自修复作用以及锌/铝微粉在大气中的钝化作用,使涂层达到优秀的防腐蚀能力。
3.4无铬达克罗的性能特点
无铬达克罗涂层具有与达克罗涂层相似的特点,同时消除了Cr6+的危害。有资料总结无铬达克罗具有(或应具有)以下特点:
1、膜层薄:通常为8-10μm,带有封闭层的为10-14μm;
2、无氢脆:不经过酸洗,不存在电镀锌和热浸镀锌时的渗氢问题;
3、抗双金属腐蚀:大多数锌/铝层与钢紧密接触时会产生典型的双金属微电池腐蚀,而
无铬达克罗涂层中的铝鳞片能够消除这种现象的发生;
4、耐有机溶剂;
5、耐热:耐300℃;
6、耐蚀性强:8-10μm无铬达克罗涂层螺纹零件可耐720小时盐雾腐蚀,而非螺纹零
件耐盐雾可达1000小时以上;
7、导电性好;
8、结合力好;
9、渗透性好,适用于缝隙、盲孔和复杂零件。
4结语
达克罗技术依赖于其耐蚀性、无氢脆、耐热性等优异性能以及相对于电镀锌和热浸镀锌的低污染特性,以及已有的巨大投资规模和成熟技术,在当前和今后一段时间内还是一种不可或缺的可以代替电镀锌和热浸镀锌的高耐蚀防腐技术。
无铬达克罗技术不仅有含铬达克罗技术的优点,而且从涂料制备、涂覆施工、成膜,到涂层本身都完全不含六价铬,真正意义上实现了绿色无毒无公害,它的推广应用将成为防腐蚀技术领域的又一次环保革命。
参考文献:
[1]程延海,陈祖坤,张新美.达克罗技术的研究进展及展望[J].石油化工腐蚀与防护,2006,23
(3):6-9.[2]刘建国,龚高平,严川伟.达克罗涂层的辐射固化及其耐蚀性能研究[J].腐蚀科学与防护技
术,2006,18(2):112-114.[3]吴勇等.达克罗涂覆工艺应用探讨[J].通讯与广播电视,2005,4:49-56.[4]徐关庆,孟中.镁合金无铬达克罗工艺研究[J].表面技术,2006,35(3):51-53.[5]张菊香.达克罗技术在汽车防腐中的应用[J].汽车工艺与材料,2005,12:9-11.[6]柯昌美等.无铬达克罗的研究进展[J].涂装与电镀,2010,1:11-14.
[7]张旭明等.无铬达克罗成膜物质的研究进展[J].材料与冶金学报,2012,11(1):58-61.
-5/5-




 微信客服
微信客服