

在众多的表面处理工艺中,有一种工艺处理后可以让产品表面变成黑色,彩虹色或者是变成接近金属本色的灰色,这种工艺就是磷化处理工艺。
什么是磷化处理
磷化处理是一种化学反应,在表面形成一层膜(磷化膜)的一种表面处理工艺。
磷化处理工艺主要用在金属表面,目的也是为金属表面提供一层保护膜,让金属与空气隔绝,防止其被腐蚀;还会用于一些产品涂漆之前的打底,有了这层磷化膜能够提高漆层的附着力和防腐蚀能力,提高装饰性让金属表面看起来更漂亮,并且还能够在部分金属冷加工过程中起到润滑的作用。

磷化设备
经过磷化处理后能让工件在很长时间内不会氧化生锈,所以磷化处理的应用非常广泛,也是常用的一种金属表面处理工艺,在汽车,船舶,机械制造等行业中应用越来越多。
但磷化处理也有着溶液沉渣多,表面粗糙,磷化温度较高,时间长以及成本较高的缺点。
紧固件表面磷化比镀锌要便宜, 但是耐腐蚀性能比镀锌差,紧固件磷化后应要涂油,因为其耐腐蚀性能的高低与所涂油的性能有很多大的关系 ,例如磷化后涂一般的防锈油,中性盐雾试验也只有10~20小时。涂高档的防锈油,则可达72~96小时,但高档防锈油价格是一般磷化涂油的2~3倍。

磷化的发展历史
其实磷化处理工艺发展至今已经有很长时间了,它应该是现代金属表面处理中,发明时间较早的一种,其发展也经过了不同的时期。
在1869年的英国,有人就发现了磷化膜可以用在金属表面,能有效的保护金属长时间不被腐蚀,并且当时还将其申请了专利,这也为磷化处理的技术和发展奠定了基础。
从20世纪初开始,磷化处理开始用在工业产品中,这也促进了磷化工艺的发展和进步,从此磷化处理得到了快速的发展和进入实际应用时期。
到了现代,为了适应各种需求,磷化处理工艺也在不断的改进,主要是向着低温,低渣,环保无毒的方向发展。

磷化的分类及应用
通常情况下,一种表面处理后都是呈现出一种颜色,但是磷化处理可以根据实际需求,通过使用不同的磷化剂就会呈现不同的颜色,这也就是我们经常会看到磷化处理有灰色,彩色或者是黑色。
铁系磷化
磷化后表面会呈现出彩虹色以及蓝色,所以又被称为彩磷,磷化液主要以钼酸盐为原料,会在钢铁材料表面形成彩虹色的磷化膜,也主要是用于涂装底层,以达到工件的防腐蚀能力和提高表面涂层的结合力。
锌系磷化
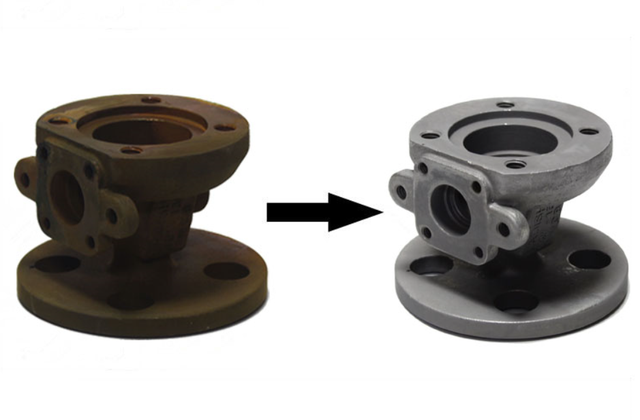
颜色呈灰色,所以被称为灰膜磷化,主要使用的磷化液由磷酸,氟化钠以及乳化剂等组成,会在工件表面形成灰色的磷化膜,它主要也是为涂装底层,与后道的喷塑,喷漆或者电泳等工序进行结合。
灰色磷化膜本身也是具有一定的防腐蚀性,所以也可以单独作为防腐蚀涂层用在工件表面,主要用于一些镀锌板,冷轧板,以及铝板的表面磷化处理。

锰系磷化
颜色呈黑色或者黑灰,所以也被称为黑色磷化,主要是使用含有锰离子的磷化溶液,会在工件表面形成一层黑色的磷化膜,它也是防锈性能最好的一种磷化处理,可以作为零部件的长期防锈,也是应用最广泛的一种防锈磷化。
锰系磷化会比其它磷化的摩擦系数更小,所以对于那些经常摩擦的零部件就可以使用黑色磷化,能够有效的减小摩擦,如一些汽车零部件以及一些紧固件等等。
TIPS:紧固件磷化常用的两种,锌系磷化和锰系磷化。锌系磷化润滑性能比锰系磷化好,锰系磷化抗腐蚀性,耐磨性较镀锌好。它的使用温度可达华氏225度到400度(107~204℃)。特别是一些重要零部件的连接。如,发动机的连杆螺栓、螺母,缸盖、主轴承、飞轮螺栓,车轮螺栓螺母等。
高强度螺栓采用磷化,还可以避免氢脆问题,所以在工业领域10.9级以上的螺栓一般采用磷化表面处理。

磷化处理工艺
常用的磷化处理工艺是利用化学元素发生反应,在金属表面形成一层膜,以起到防腐蚀以及打底的作用,而现代磷化工艺中主要有这些过程。
脱脂除油
金属材料在储运加工过程中都会接触到各种油迹或汗迹,并且这些油迹还会与各种灰尘杂质掺和在一起,附着在金属表面,不但会影响磷化的形成,还会降低磷化膜的附着力,耐腐蚀性能以及美观,磷化质量会受到很大影响。
这就需要在磷化前将工件清洗干净,常用的方法是化学法,将工件放入到加有加温到80℃强酸的清洗液中大约5分钟,通过强酸对油脂产生皂化反应,把油脂从工件上去除掉。
除锈,除氧化皮
钢铁在加工过程中会在其表面形成一层氧化皮,还有就是在储运过程中遇水或者腐蚀性液态就会生锈,这些氧化皮和锈迹如果不将其清理干净,就会加速工件的腐蚀。
所以在工件进行磷化前对其进行除锈和除氧化皮也是主要的工序,这将关系磷化质量。
除锈去氧化皮有机械法和化学法,通常情况下都会采用化学法,将工件放入到含有工业盐酸的酸洗液中,静置30分钟左右就能完成除锈和去氧化皮。
磷化处理
磷化过程中最主要的就是磷化液,不同磷化使用的磷化液也会不相同,将金属工件放入磷化液中后,就会相互之间发生化学反应,生成一种磷酸铁元素,并且还会产生氢氧。
这种碳酸铁元素会慢慢的结晶,并且沉积在金属表面,当这种结晶越来越多后,就会在金属表面连成一片,形成一层不溶于水牢固的磷化膜。
工件放入磷化液中后,需要持续的晃动几分钟,主要是为了排出滞留在工件凹槽内的空气和气泡,磷化的时间一般会根据不同的工件结构,材料以及温度来决定,通常情况下在30分钟左右。
缺陷 | 产生原因 | 排除方法 |
磷化膜不生成 | 紧固件零件外表有加工硬化层 | 用强酸腐蚀外表,使其显露金属晶粒 |
溶液里硫酸根含量增多 | 用碳酸钡处理硫酸根 | |
磷化溶液里掺有杂质 | 应替换磷化溶液 | |
五氧化二磷含量过低 | 补充适量磷酸盐 | |
磷化膜有空白片 | 硝酸根缺乏 | 增加硝酸锌 |
五氧化二磷含量过低 | 增加磷酸盐 | |
温度过低 | 升高溶液温度 | |
酸洗槽硫酸亚铁盐增多 | 应替换硫酸溶液 | |
磷化零件有黄白色沉淀物,组合件铆合处生锈 | 溶液中有沉淀物 | 捞取槽中沉淀物 |
硝酸根缺乏 | 补充硝酸锌 | |
磷化溶液没有冲洗净 | 在酸溶液里除磷化膜重新磷化 | |
磷化膜抗蚀能力下降,生黄锈 | 磷化膜结晶粗大或过细 | 调整游离酸度与总酸度的比值 |
磷化零件表面有残盐 | 加强磷化前的中和与水洗 | |
金属过腐蚀 | 控制磷化反复次数 | |
游离酸度过高 | 补充硝酸锌 | |
磷酸盐缺少 | 补充硝酸盐 | |
磷化膜发红、抗腐蚀能力下降 | 酸洗溶液里铁渣附在表面 | 更换酸洗溶液 |
铜离子渗入磷化溶液 | 注意不用铜的挂件 | |
磷化膜不均,发花 | 除油不净,磷化温度太低 | 加强除油,调整温度 |
表面有钝化状态 | 加强酸洗 | |
零件因热处理,加工方法不同 | 调整酸的浓度,使表面露出金属晶粒 |
其它工序
工件在每一道工序后,都需要对其进行水洗,这主要是为了清洗掉工件表面残留下的化学成分,能够顺利的完成下一道工序。
工件完成磷化并水洗后,需要对其烘干表面的水分,这样就完成了整个磷化过程,就可以再加工或者使用了。
涂装是现代金属防腐蚀处理简单而实用的一种方法,磷化处理又是其前处理的关键工序,此外磷化处理工艺还对,整个表面处理涂装行业起到了很大的推动作用。
但磷化处理工艺也面临着诸多的问题,需要通过改进处理工艺,向着节能环保,无毒以及提高效率的方向发展。




 微信客服
微信客服