

根据X波段波导双定向耦合器的设计要求,结合工艺特点,制定合理的零件拆分方法,在波导腔体加工时保证耦合孔形状和位置精度,将封闭环尺寸合理分配到组成环上;通过定位台阶的设计,首先电子束焊接匹配块,然后真空钎焊盖板,形成耦合器封闭腔体。工艺路线合理可行,满足设计和环境适应性要求,为高频段波导双定向耦合器的设计制造提供了参考。
01序言
定向耦合器是一种具有方向性的功率分配元件,可以利用耦合出的功率进行监测或功率的调节,它是四端口元件,由称为主传输线(主线)和副传输线(副线)的两段传输线组合而成的[1]。定向耦合器的结构形式多种多样,可分为波导、微带等形式[2]。波导结构承载功率大,在大功率微波传输中应用较多。波导结构主要工艺难点在于耦合缝或孔的精度保证和连接可靠。
图1所示某X波段波导双定向耦合器通过波导宽边的孔耦合,传输微波高功率,集成度高,可靠性要求高,工艺实现有难度。对其结构形式和工艺难点进行分析,通过零件拆分设计、定位台阶设计、尺寸链工艺性优化设计、电子束焊和真空钎焊二次焊接工艺设计等,最终完成了波导双定向耦合器的制造。样件检验结果表明,样件尺寸符合图样要求,电性能满足功能要求,制造工艺合理可行,为同类产品生产提供了借鉴。
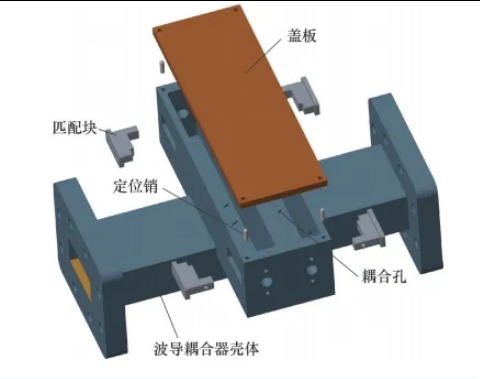
图1 双定向耦合器示意
02结构组成
波导双定向耦合器主要由主线波导、副线波导、盖板、匹配块和插座等组成。耦合孔形状尺寸如图2所示,匹配块如图3所示。X波段的波导口径为22.86mmx10.16mm,工作频率为9~11GHz。耦合波导之间分隔的金属壁壁厚为1mm,在金属壁上共设计了4个耦合孔,其中2个0.52mm x8mmR0.26mm孔倾角为27.8°±5',2个0.52mmx6.66mm的R0.26mm孔倾角为28.3°±5'。

图2 耦合孔形状
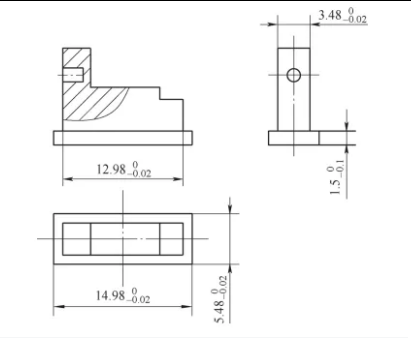
尺寸图3 匹配块
03工艺难点
由于在制造、存储、运输和安装过程中涉及陆地地面环境,在使用过程中涉及沿海高山、岛礁环境,双定向耦合器在室外工作有要求,环境温度要求-40~+50℃,振动、冲击、霉菌及盐雾等按GJB 74A一1998相关规定要求执行,因此盖板和腔体要可靠连接,优选真空钎焊连接。
电信要求匹配块和内腔距离尺寸精度为(1.1±0.03)mm,这是装配后形成的封闭环,由于匹配块是在封闭腔内,加工不可达,因此只能胶结或焊接,根据环境适应性要求,焊接更优。微波器件制造中的真空铝钎焊无法运用,主要是因为匹配块连接面和盖板钎焊面互相垂直,采用阶梯真空钎焊时,真空状态下重力作用会影响钎焊质量。封闭环公差±0.03mm,即组成环公差带加起来不能超过0.06mm。工作频段高,零件尺寸较小。
04工艺方案
根据双定向耦合器结构特点进行零件设计,分成波导、盖板、匹配块和定位销等,如图1所示。
(1)方案一:波导拼焊方案波导定向耦合器的主线波导和副线波导分别成形,再真空钎焊成整体。需要焊主线波导和副线波导,焊匹配块,焊盖板。存在盖板焊接面和波导焊接面互相垂直的问题,另外,波导耦合孔加工精度在单个零件时能保证,但焊接成整体后,角度精度会有损失,相对位置精度也有损失。
(2)方案二:耦合体整体加工方案尽可能整体加工,特别是耦合孔处。整体波导腔体具有加工可达性,但是由于匹配块加工不可达,因此考虑分成3个零件,即波导腔体、盖板和匹配块。为保证环境适应性和可靠性,运用焊接连接。为保证位置的准确,盖板运用销钉定位,匹配块通过设计定位台阶和波导腔体连接成整体。
由于匹配块的连接面和盖板连接面互相垂直,两处连接无法都使用真空铝钎焊,先焊匹配块,再焊盖板,匹配块运用熔焊,盖板运用钎焊,这样就不会互相影响。熔焊要定位准确,以保证匹配块尺寸精度要求。因此将匹配块连接面引出零件,利用电子束焊进行焊接,电子束焊接处可以耐受后续盖板真空钎焊的温度(最高温度610℃),根据真空钎焊的工艺要求,零件材料选择3A21铝合金。波导腔体可以方便耦合孔的位置、尺寸以及耦合壁厚度等的精确度控制。经过分析采用耦合体整体加工方案。
05工艺实现
5.1 加工成形
波导腔体、盖板和匹配块采用机械加工方法成形,属于常规机床加工。
5.2 匹配块的定位
匹配块和波导腔体采用定位台阶定位,匹配块结构如图3所示,波导腔体结构如图4所示,定位台阶参见图4中的I放大图。
通过匹配块12.98mmx3.48mm台阶和波导腔体定位,同时以销钉固定,焊接14.98mmx5.48mm台阶处,保证了焊接可达性,同时焊缝和定位处错开,减少焊接热对定位的影响。
5.3 尺寸链工艺性优化设计
为保证装配尺寸(1.1±0.03)mm(见图4),分析组成环尺寸。
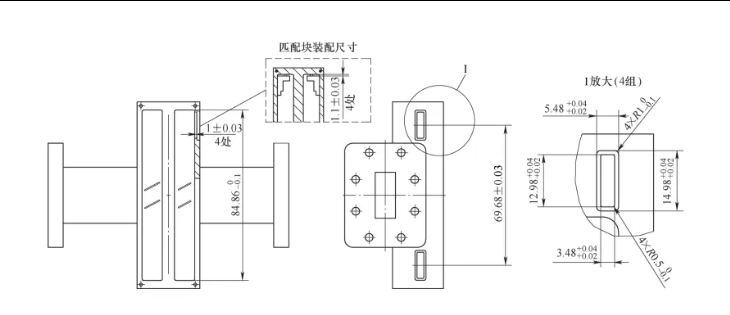
图4 波导腔体
按图3、图4上所标注的尺寸公差84.86-mm、(69.68±0.03) mm和12.98品mmm计算封闭环:封闭环基本尺寸=(4.86-69.68-12.98) ÷2=1.1(mm);封闭环公差带=0.1+0.06+0.02=0.18(mm);封闭环上偏差=(0+0.03+0) ÷2=0.015(mm);封闭环下偏差=(-0.1-0.03-0.02) ÷2=-0.075(mm)。不能保证装配尺寸(1.1±0.03) mm要求。
为保证封闭环尺寸公差,重新修正各组成环公差,按双向对称分配公差[3],即(84.86±0.01) mm、(69.68±0.01)mm和(12.98±0.01)mm,机床加工手段和条件能达到这一要求。零件达到加工要求即可保证封闭环尺寸精度。
5.4 焊接工艺设计
电子束焊是熔焊,耐受温度高,安排在钎焊前,焊缝深度设计值为1.5mm,单个焊缝长度约为41mm,焊接电流为712mA,聚焦电流为500530mA,焊接速度为13~18mm/s。电子束焊匹配块,经计算,焊缝离法兰最近距离1.5mm,电子束不会被遮挡。盖板采用真空钎焊方式完成零件成形。真空焊接面保持水平,辅助以工装压紧固定,有利于形成良好的焊接面。
06结束语
本文以定向耦合器为例进行结构分析,制定拆分设计与组焊工艺方案。本方案拆分零件数量少,零件定位关系清晰,主要精度在波导腔体加工时保证,封闭环尺寸合理分配到组成环上,对2处相互垂直的焊接面,通过定位台阶的设计,先电子束焊接匹配块,再真空钎焊盖板,形成耦合器封闭腔体,满足电信和产品环境适应性要求,为同类定向耦合器的制造工艺提供了参考。




 微信客服
微信客服