

在精密制造与自动化装配领域,平列双扭弹簧组件因其独特的力学性能和广泛的应用场景,成为了众多机械设备中不可或缺的关键元件。为了确保平列双扭弹簧组件能够精准、高效地装配到设备中,专业工装与规范的装配流程显得尤为重要。本文将详细介绍平列双扭弹簧组件装配所需的专业工装及其装配流程,帮助读者更好地掌握这一技术。 一、专业工装介绍 平列双扭弹簧组件的装配工装主要包括定位工装、夹紧工装和检测工装三大类。定位工装用于确保弹簧组件在装配过程中的准确位置,避免装配偏差;夹紧工装则用于在装配过程中固定弹簧组件,防止其移动或变形;检测工装则用于装配完成后的质量检测,确保弹簧组件的性能达到设计要求。 在工装设计上,我们充分考虑了平列双扭弹簧组件的特性和装配需求,采用了高精度、高强度的材料,确保工装的稳定性和耐用性。同时,我们还通过优化工装结构,提高了装配效率和精度,降低了装配成本。 二、装配流程详解 1. 准备工作:在装配前,需要对工装进行清洁和检查,确保其处于良好状态。同时,还需要准备好所需的平列双扭弹簧组件和其他相关零部件。 2. 定位与夹紧:将平列双扭弹簧组件放置在定位工装上,确保其位置准确。然后,使用夹紧工装将弹簧组件固定住,防止在装配过程中发生移动或变形。 3. 装配操作:在夹紧工装的作用下,将其他相关零部件与平列双扭弹簧组件进行装配。在装配过程中,需要严格控制装配力度和装配顺序,确保装配质量。 4. 质量检测:装配完成后,使用检测工装对平列双扭弹簧组件进行质量检测。检测内容包括弹簧的弹力、刚度、疲劳寿命等关键性能指标。只有经过严格检测并合格的弹簧组件才能投入使用。 三、总结与展望 通过专业工装与规范的装配流程,我们可以有效地提高平列双扭弹簧组件的装配精度和效率,降低装配成本。同时,这也有助于提升整个机械设备的性能和可靠性。未来,随着制造技术的不断进步和自动化装配技术的广泛应用,我们有理由相信,平列双扭弹簧组件的装配技术将会更加成熟和完善。 本文旨在为读者提供一份关于平列双扭弹簧组件装配的专业指南,希望能够帮助读者更好地掌握这一技术,并在实际工作中取得更好的成果。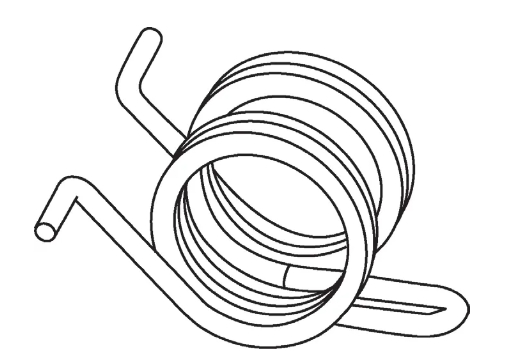




 微信客服
微信客服