

摆动磨削法(亦称摆头磨削法)的磨削原理,详见下图所示。此方法广泛应用于球轴承沟道的磨削加工。
在加工过程中,工件通过自转形成其表面的导线,同时围绕摆动中心以角度a进行往复摆动,进而形成其表面的母线。砂轮不仅以恒定的磨削速度旋转,还执行径向进给运动。工件相对于砂轮的圆弧摆动,确保了砂轮表面始终维持一定的形状。加之采用自锐性能优异的橡胶结合剂砂轮,使得在加工过程中无需对砂轮进行修整。显而易见,确保摆动磨削法加工精度的关键在于,工件沟曲率中心与砂轮工作圆弧母线中心必须精确重合于摆头机构的摆动中心。
在摆动磨削过程中,由于砂轮轨迹不重合且磨损均匀,因此能够获得理想的沟道形状和表面粗糙度。然而,实际操作中很难实现砂轮工作面中心、沟曲率中心和摆动中心的完全重合。此外,摆动机构在换向时产生的振动,有时会在被加工表面留下振纹。同时,磨削接触面的持续变化还会导致工艺系统弹性变形的周期性波动,进而影响加工质量。
目前,摆动法正逐渐被切入法所取代。
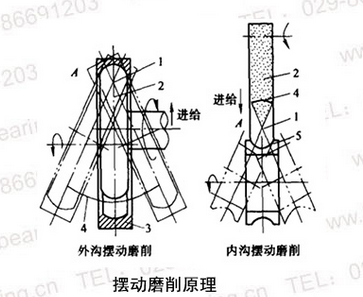
1一工件摆动中心 2一砂轮 3一外圈 4-摆动角度 5一内圈




 微信客服
微信客服