

针对微小直径刀具刃磨效率低,刃磨质量不稳定,刃磨机床规格多且利用率低等一系列问题,研制了一种高效率的微小直径刀具刃磨机床。阐述了刃磨装置设计、压持机构设计、控制部分设计和整体结构设计思路,并通过实际应用验证了设计的可行性。
1 序言
近年来,随着航空航天、医药、汽轮机及电子工业的迅速发展,高效低成本的微小孔加工技术成为机械加工领域的研究热点[1-2]。微小孔加工用刀具是决定微小孔加工能力的核心要素,微小直径刀具的设计制造一直是微小孔加工领域的研究热点和难点[3]。微小直径刀具的材料一般为高速钢或硬质合金,切削刃部分直径很小(φ0.1~1.0 mm),长度可达20mm,如图1所示,需要刃磨刀具尖部的主刀面和副刀面,产品批量大、精度要求高[4]。
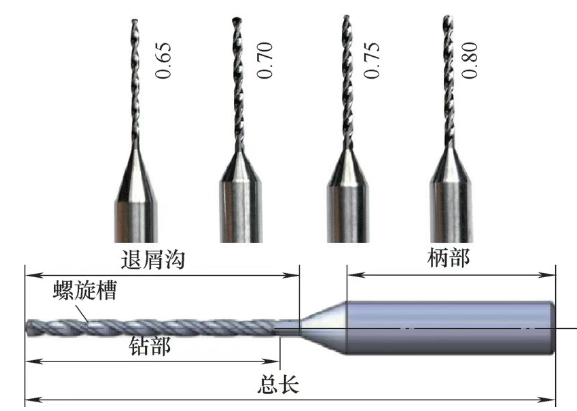
图1 微小直径刀具
为了提高微小直径刀具刃磨效率,出现了双砂轮刃磨装置[5]。由于笔者公司产品种类较多,刀具尺寸存在较大差异,因此在刃磨不同的刀具时,需要不断调整双砂轮刃磨装置中的砂轮位置,生产效率较低。针对不同的加工需求,一台加工机床上需要配置多个砂轮刃磨装置,需要占用较多空间进行摆放,同时容易出现加工机床空置的情形,使得加工机床的利用率较低。
2 微小直径刀具刃磨机床的工作流程与方案
针对上述问题,笔者设计研制了一种高效率的微小直径刀具刃磨机床,该机床主要由工作台、刃磨装置与压持机构等组成。工作台的上料装置将需要刃磨的刀具传送至夹持机构处,并通过压持机构进一步固定刀具,以实现刀具的稳定夹持;旋转装置将夹持机构依次移动至各个刃磨工位,通过第一滑动座带动刃磨装置到达该预定加工位置,并完成刀具的刃磨;刀具刃磨后,通过旋转装置将其传送至上料处并实现装盒,完成整个流程,流程如图2所示。
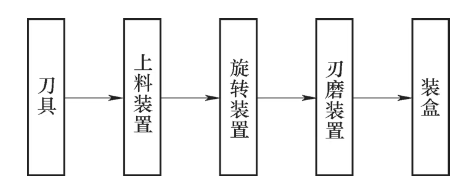
图2 微小直径刀具刃磨机床的工作流程
3 功能设计与实现
3.1 刃磨装置设计
刃磨装置包括调整组件和刃磨组件,将第二滑动座与第三滑动座设置为关于刀具的轴线对称,能够确保第一刃磨机构及第二刃磨机构从两侧接触到刀具。第二滑动座和第三滑动座均与第一滑动座滑动连接,且第二滑动座和第三滑动座可以沿着第二方向运动,以同时靠近或远离预定的加工位置。刃磨装置结构如图3所示。
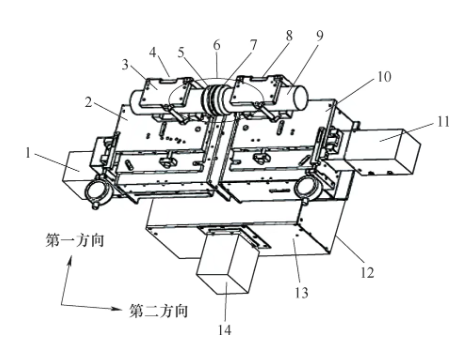
图3 刃磨装置结构1—第三驱动装置 2—第三滑动座 3—第五驱动装置 4—第二刃磨机构 5—第二砂轮 6—刃磨组件 7—第一砂轮 8—第一刃磨机构 9—第四驱动装置 10—第二滑动座 11—第二驱动装置 12—调整组件 13—第一滑动座 14—第一驱动装置
通过第一滑动座带动刃磨装置到达该预定加工位置,实现对不同长度刀具刃磨的同时便于实现刀具的上下料;通过使第一滑动座和第二滑动座分别沿第二方向运动,能够进一步调整刃磨组件的刃磨位置,还能够调整第一刃磨机构和第二刃磨机构之间的间距,以适用于不同宽度的刀具。通过将第一刃磨机构和第二刃磨机构中的砂轮设置成一定角度,以满足不同角度的刀具刃磨。通过将第四驱动装置和第五驱动装置中的两个电动机的驱动方向设置为相反,使得刃磨时两个砂轮的旋转方向相反,从而使刀具同时受到砂轮施加的两个相反方向的摩擦力,进而实现刀具的受力平衡。
3.2 压持机构设计
活动板上开设有弧形导向槽,底座对应弧形导向槽的位置设置有旋转引导柱。当压持驱动件的伸缩端移动时,第二压持座能沿靠近或远离第一压持座的方向转动。活动板上还开设有导向直槽,底座对应导向直槽的位置设置有直线引导柱。同理,当压持驱动件的伸缩端移动时,第二压持座能沿靠近或远离压持驱动件的方向移动。在第一压持座上设有定位槽,定位槽为弧形槽或V形槽,进一步提高刀具在刃磨过程中的稳定性。压持机构结构如图4所示。
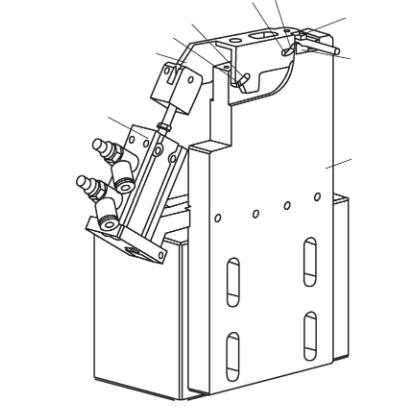
图4 压持机构结构1—压持驱动件 2—活动板 3—直线引导柱 4—导向直槽 5—旋转引导柱 6—弧形导向槽 7—第二压持座 8—第一压持座 9—底座
3.3 刃磨机床整体结构设计
微小直径刀具刃磨机床包括工作台、设置在工作台上的上料装置、旋转装置、夹持机构、压持机构与刃磨装置等。旋转装置上设有夹持机构,旋转装置在旋转驱动件的驱动下旋转,以将刀具传送至刃磨装置处;刀具刃磨后,旋转装置将刀具传送至上料处,便于实现自动化。夹持机构能够夹紧微小直径刀具,压持机构进一步对刀具加压,提高了刀具的夹持稳定性,刃磨装置用于完成刀具的刃磨。微小直径刀具刃磨机床结构如图5所示。
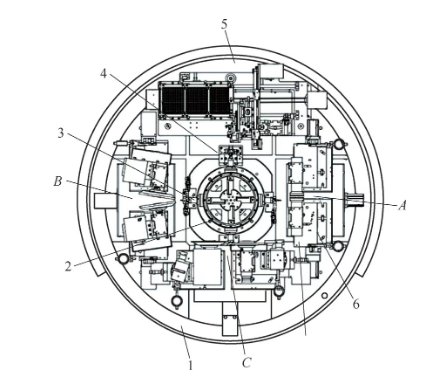
图5 微小直径刀具刃磨机床结构1—工作台 2—旋转装置 3—夹持机构 4—压持机构 5—上料装置 6—刃磨装置
此外,图5中标注的ABC三个部分均为刃磨装置,A部分中的第一砂轮和第二砂轮相对且平行;B部分中的第一砂轮和第二砂轮轮面形成一夹角,夹角可以为任意角度;C部分中的第一砂轮和第二砂轮并排设置,且轮面位于同一平面上。通过在工作台上设置多工位刃磨装置,可以进行单一刀具的刃磨,也可以进行不同刀具的刃磨,不仅提高了刃磨效率,也提高了机床的利用率。
4 控制部分设计
本设备软件为自主研发[6],主要应用C编程语言进行开发,主界面如图6所示,是整个软件操作系统的各大主要功能模块集成的界面,包括菜单栏、对刀&刃面影像显示、推针影像显示、料盒孔位状态设定显示、运行参数及工程模式设置、机台系统运行日志信息显示、刃面检测实时数据显示、推针检测实时数据显示、对刀检测实时数据显示、检测状态数据与生产数据统计实时显示和轴实时位置显示等功能模块。
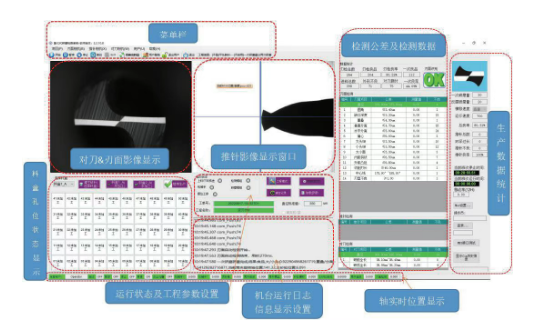
图6 软件主界面
本设备的整机系统采用工控机操作控制,搭配运动控制卡控制系统和电动机驱动机械结构运转,工控计算机显示屏显示软件控制界面,界面简洁方便,通俗易懂,操作方便。可全自动完成刀具刃面的刃磨和检测一整套的生产流程,也可单独控制某一轴或机械结构动作,完成刀具刃面的刃磨和检测生产流程的某一步动作,使刀具刃面的刃磨和检测精度可达微米级,保证刃磨出高品质的刀具刃面以及合乎工业应用标准的刀具。
5 应用情况
本文所述的微小直径刀具刃磨机床经测试后已被应用于实际生产,实物如图7所示,软件界面如图8所示。目前,该刃磨机床使用期间各个机构和控制环节的工作状态均正常,已经在笔者公司及相关客户公司大规模使用。通过该微小直径刀具刃磨机床的使用,刀具的刃磨质量稳定,效率提升25%,机床的利用率提升30%,生产成本明显下降,创造了可观的经济效益。
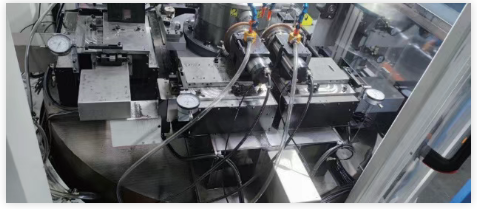
图7 微小直径刀具刃磨机床的实物
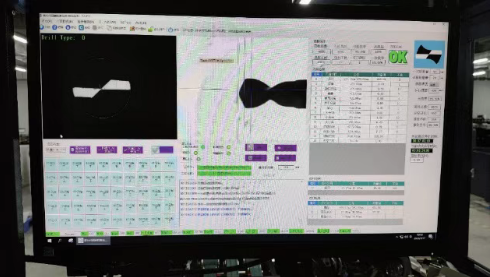
图8 软件界面6 结束语
本文所设计的微小直径刀具刃磨机床已经完成了生产应用。相比于传统的刀具刃磨,在实际使用过程中大大提升了刃磨质量与刃磨效率,提高了机床的利用率,降低了企业的生产成本。




 微信客服
微信客服